Tip in agreement with ASME Y14.5-2009 & ISO Standards
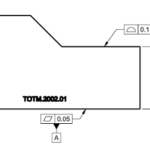
At a recent visit in a machine workshop, one of the metrologists announced that “Engineering truly lost it…”. To prove his point, he showed a drawing similar to Figure 1
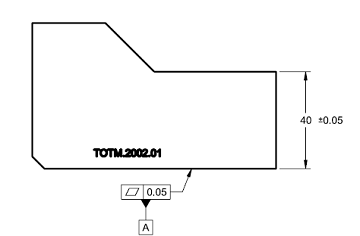
Figure 1
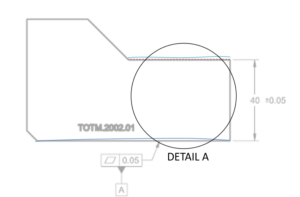
He explained that Profile is hard to inspect (requires CMM), and it is not clear how it should be reported, the drawing would have been much simpler to inspect if instead of the Profile there was a Plus/Minus location dimension (as depicted in Figure 2
Figure 2
Plus/Minus inspection he said is simple:
Place the workpiece on a measurement plate
Calibrate a height gage to 40 millimeters
Sample a sufficient number of points on the surface
Report Min and Max Values found
Is the meteorologist correct?
Is Profile a complicated requirement?
Let’s take a closer look, but standard wise:
Plus\Minus
ASME and ISO definitions of size are different:
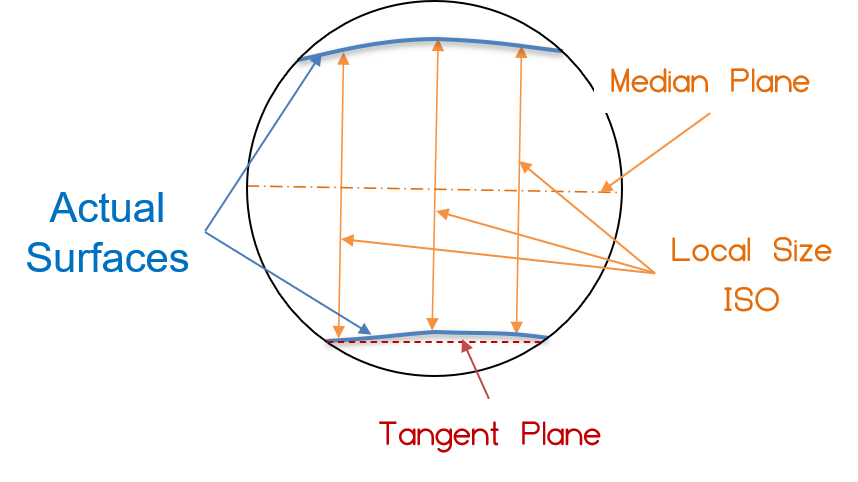
As to ASME Y14.5-2009 1.3.54; Actual Local Size is the measured value of any individual distance at any cross section of a feature of size (as depicted in the figure).The proposed procedure does not account for the possible gap between the measurement plate and the base surface. Also the measurand is not the individual distance between point pairs.
As to ISO 14660-2:1999, 3.6; Local Size of two parallel extracted surfaces is the distance between two points on opposite extracted surfaces, where the connecting lines of sets of opposite points are perpendicular to the associated median plane (as depicted in the figure)
The proposed procedure does not account for the possible gap between the measurement plate and the base surface. And measurement direction is perpendicular to the base plate but not necessarily to the Median Plane.
So it appear It appears that the measurement procedure does not comply with ASME nor ISO, additional assumptions or measurements are required.
Profile
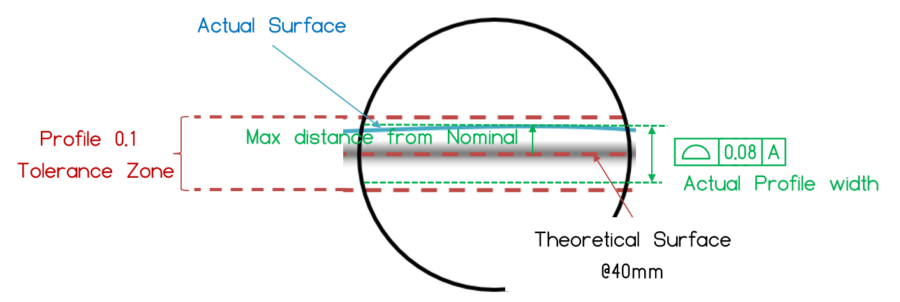
On the other hand, the proposed procedure agrees with the related Profile requirement. The surface must lie within a Tolerance Zone established by two planes equally disposed about the Nominal surface
The Profile value, to be reported is the width of the actual tolerance zone, e.g. the maximum distance from the Nominal location Relative to the Measurement Plate X 2.
Closer
So, to sum it up, the meteorologist was badly informed, in this case Profile measurement is what he had in mind.
In this case Profile is NOT hard to inspect (Does NOT requires CMM),
Reported values are well defined.
Bottom Line
Even if we did something “a thousand times ”and “everyone” understands what it means,
it may be common and accepted,
But still nothing more them “Tribal Knowledge”
Geometric Tolerances are a tool to define Geometric Functional Requirements
State Standard & Revision to assure proper Decoding